










 防雷元器件查看更多
防雷元器件查看更多






 电源电涌保护器查看更多
电源电涌保护器查看更多


-
EPP40S末级单相浪涌保护器(8/20μs)
¥1750.00
购买
-
EPP65S第三级单相浪涌保护器(8/20μs)
¥2300.00
购买
-
EPP40T末级三相浪涌保护器
¥3200.00
购买
-
EPP65T第三级三相浪涌保护器(8/20μs)
¥3950.00
购买
-
EPPT₁15S第一级三相浪涌保护器(10/35μs)
¥5000.00
购买
-
EPPT₁15T第一级三相浪涌保护器(10/35μs)
¥10000.00
购买
-
中安浪涌保护器ZA-M380/60
¥420.00
购买
-
中安风电系列浪涌保护器M690
¥800.00
购买
 信号电涌保护器查看更多
信号电涌保护器查看更多

-
航嘉监控二合一电涌保护器 HJSPDJ2/024
¥320.00
购买
-
航嘉监控二合一电涌保护器 HJSPDJ2/220E
¥350.00
购买
-
航嘉监控二合一电涌保护器 HJSPDJ2/048P
¥380.00
购买
-
航嘉视频电涌保护器 HJSPD-BS1
¥150.00
购买
-
航嘉网络电涌保护器 HJRJ45E100/4
¥200.00
购买
-
航嘉信号电涌保护器 HJSPDJFTV24E
¥320.00
购买
-
航嘉网络电涌保护器 HJRJ45E100/4
¥200.00
购买
-
航嘉信号电涌保护器 HJSPDJFTV24D
¥320.00
购买
 避雷针查看更多
避雷针查看更多
-
SATELIT+(卫星)ESE4500 避雷针
自营价格面议
购买
-
北一宁系列升降避雷针BYN—SD15(D15为手动升降15米)
自营价格面议
购买
-
北一宁系列升降避雷针BYN—SD12(SD12为手动升降12米)
自营价格面议
购买
-
ESE6000提前放电避雷针
自营价格面议
购买
-
提前放电避雷针3.3~6.3
¥530.00
购买
-
单针不锈钢避雷针
¥85.00
购买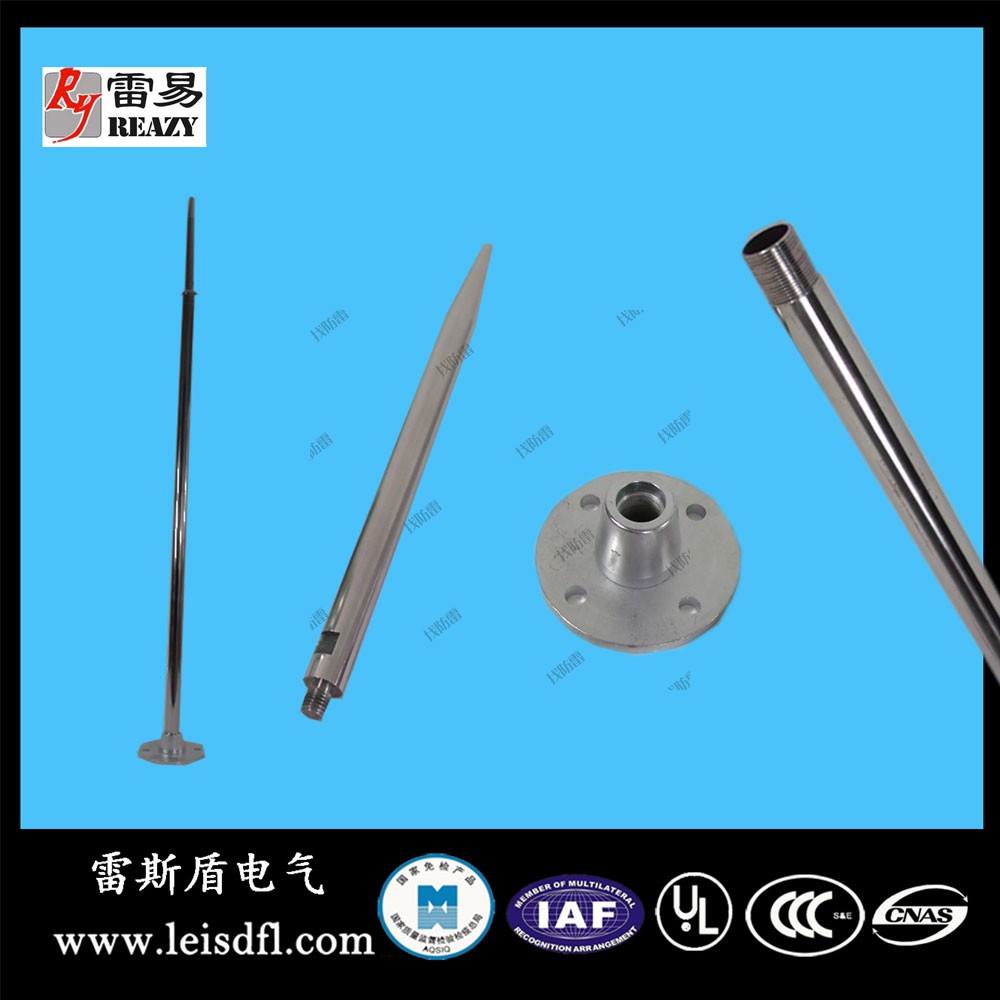
-
可控放电避雷针
价格面议
购买
-
提前放电避雷针
价格面议
购买
 接地材料查看更多
接地材料查看更多





-
接地模块 BYF-546
自营价格面议
购买
-
高效降阻剂 BY-01
自营价格面议
购买
-
降阻剂
自营价格面议
购买
-
接地棒连接器 TWT-L16
自营价格面议
购买
-
接地棒驱动头 TWT-Q16
自营价格面议
购买
-
接地棒尖头 TWT-J16
自营价格面议
购买
-
电镀铜接地线 TWT40*4*6000-A0.1-W
自营价格面议
购买
-
电镀铜接地线 TWT40*4*6000-A0.1
自营价格面议
购买
 雷电预警及定位系统查看更多
雷电预警及定位系统查看更多
-
易龙防雷雷电监测仪EL-EFM1.0大气电场仪
价格面议
购买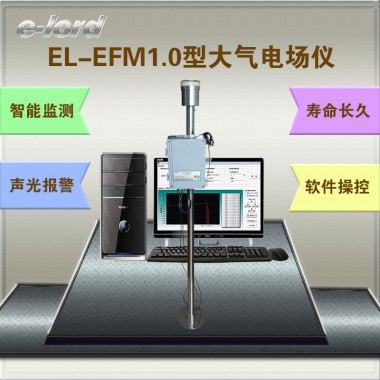
-
FAMEMS-DF02大气电场监测站
自营价格面议
购买
-
FAMEMS-DF闪电定位监测系统
自营价格面议
购买
-
雷电监测与预警系统EL-EFM1.0大气电场仪雷电监测仪
价格面议
购买
 智能防雷设备查看更多
智能防雷设备查看更多



-
ETCR3300B大型地网接地电阻测试仪
¥12000.00
购买
-
ETCR2900接地电阻在线检测仪
¥1120.00
购买
-
ETCR3200双钳接地电阻测试仪
¥4170.00
购买
-
ETCR2800KC开合式接地电阻在线检测仪
¥1400.00
购买
-
ETCR2800KB开合式接地电阻在线检测仪
¥1100.00
购买
-
ETCR2800C多功能非接触式接地电阻在线检测仪
¥1130.00
购买
-
ETCR2800B非接触式接地电阻在线检测仪
¥900.00
购买
-
ETCR2200多功能钳形接地电阻仪
¥3200.00
购买
 雷电测试设备查看更多
雷电测试设备查看更多
-
YM-2126C 多功能接地电阻测试仪
自营价格面议
购买
-
YM-205C SSD 动作特性测试仪
自营¥5800.00
购买
-
YM-204C 防雷元件安全测试仪
自营¥5800.00
购买
-
YM-203C 等电位过渡电阻测试仪
自营¥5600.00
购买
-
接地电阻测试仪 KEW 4105DL
自营¥10000.00
购买
-
环路电阻测试仪FR2000C+
自营¥1600.00
购买
-
数字万用表890C+
自营¥180.00
购买
-
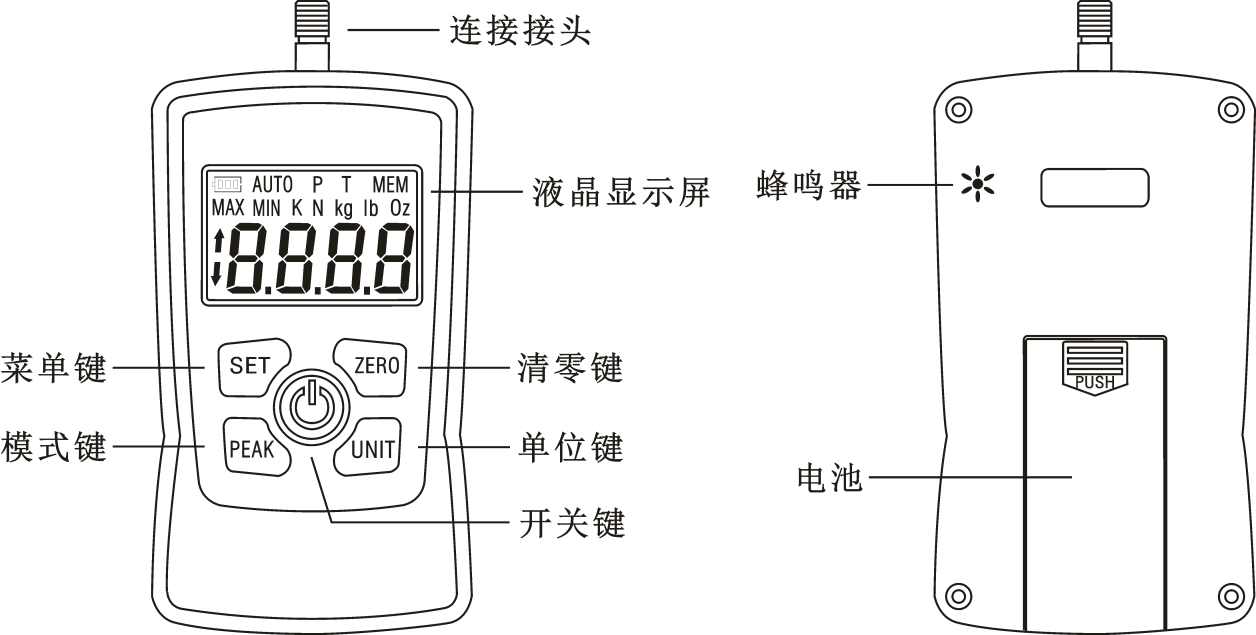
推拉力计HF500
自营¥450.00
购买